公司首页
公司简介
质量认证
轴承加热器
钢丝绳压套机
液压缸
液压扳手
产品知识
联系我们
诚邀加盟
MF-RD磁感应加热器
MF-RD磁感应加热器
ELD微电脑轴承加热器
MFY移动式轴承加热器
BGJ-3系列感应加热器
BGJ-4系列感应加热器
BGJ-5系列感应加热器
BGJ-C系列感应拆卸器
ZJ20X系列轴承加热器
ZJ20K齿轮快速加热器
ZJ20B系列重型加热器
HA系列轴承加热器
MZ型轴承加热器
铆钉加热炉
MFHSS活塞销拆卸加热器
MFHS活塞专用加热器
MFJN内圈感应加热器
中频加热器
YSB钢丝绳压套机
钢丝绳压套机模具
各种钢索端头加工
钢丝绳切断器系列
液压缸
残疾人升降平台
各种钢索端头加工
固定方法
略图
效率 %
其他
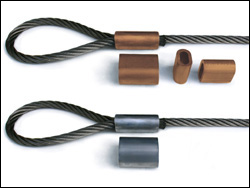
套管固定
100
以合金或铝,镶入套管内固定,此种连接方式接合效率约可达 100%。
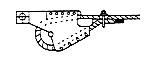
钢索夹固定
80~85
加工或锁固方法不当时,接合效率可能仅达50%以下。若固定方法正确,接合效率约可达80~85%。必要时尚可增加钢索夹数量以提高接合效率。
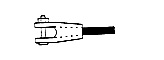
楔形套筒固定法
65~70
加工或固定方法不当时,接合效率约在50%以下,若固定方法正确,接合效率约可提升达65~70%。
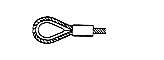
编织吊眼
75~95
不同直径之钢索,其接合效率亦不同。15mmψ以下钢索之接合效率约可达95%;16mm~26mmy钢索之接合效率约可达85%;28mm~38mm4钢索之接合效率约可达80%;39mm以上钢索之接合效率约可达75%。
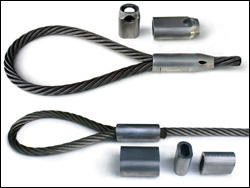
单套头油压压缩接合
100
单套头油压压缩接合:将钢索同心插入套头内,以油压机压缩紧密接合,其 接合效率约可达100%。
套管油压压缩接合
90~95
将钢索套以铝合金管,采油压机压缩紧密接合,接合效率约可达95%。
版权所有:泰州市明峰电器设备厂 Copyright ◎ 2007-2008 www.china-mfdq.com 主导产品:
轴承加热器
、
感应加热器
、感应拆卸器、
钢丝绳压套机
联系人:王女士 销售热线:0523-86865033传真:0523-86862098 邮箱:web@china-mfdq.com 地址:泰州海陵工业园区区街共建区标准厂房9号